

更新時間:2025-12-02
訪問量:14298
廠商性質(zhì):生產(chǎn)廠家
生產(chǎn)地址:滄州
汽車檢具主要由底板總成、汽車檢具體、斷面樣板、主副定位銷和夾緊裝置組成(見圖1)。
檢測的主要要素為工件外形(包括工件的輪廓和曲面的形狀等)以孔、凸緣等特征的位置。汽車檢具設(shè)計時,一般將尺寸基準(zhǔn)置于車身坐標(biāo)系中,在X,Y,Z方向每隔100mm劃坐標(biāo)線,用底板上的基準(zhǔn)塊和基準(zhǔn)孔建立汽車檢具的坐標(biāo)系。
車身沖壓件大多具有空間曲面和較多局部特征,具有非軸對稱、剛性較差等特點(diǎn),因此定位、支承和裝夾都比較困難。現(xiàn)在大多數(shù)的車身沖壓件汽車檢具體都是由數(shù)控機(jī)床按數(shù)模和預(yù)定的加工程序一次性自動完成所有需要加工的表面和孔位,汽車檢具體的材料多為環(huán)氧樹脂,汽車檢具體設(shè)計完成后,再根據(jù)汽車檢具體確定底板總成的位置和大小,并在需要檢測的關(guān)鍵截面設(shè)置斷面樣板。
定位元件一般不應(yīng)作為受力構(gòu)件,以免損傷其精度,但是在特殊情況下,因產(chǎn)品的放置狀態(tài),產(chǎn)品的型面變化,定位元件會受到產(chǎn)品重力的影響,因此,凡是受力的定位元件一般要進(jìn)行強(qiáng)度和剛度的計算。
定位元件應(yīng)有良好的加工性能,結(jié)構(gòu)簡單,易于制造和安裝
定位元件上的限位基準(zhǔn)應(yīng)具有足夠的精度,為此,必須保證加工誤差,表面粗糙度,定位銷的工作直徑的公差帶一般取f7.表面粗糙度Ra<=0.4um,與檢具配合直徑公差取r6.表面粗糙度Ra<=0.8um.
汽車檢具制作定位方式
定位方式:通常采用孔定位,面定位,輪廓定位或以上方式的組合。優(yōu)先等級依次為孔定位,孔+面定位,孔+輪廓定位,面定位,面+輪廓定位,輪廓定位。定位系統(tǒng)的選擇與車型系統(tǒng)必須一致(包括定位孔和定位面)。
孔定位:即采用兩孔定位,孔+面定位或孔+輪廓定位。主定位(H)為圓錐形定位銷(簡稱圓錐銷),副定位(h)為菱形定位銷(簡稱菱形銷)。單獨(dú)采用定位銷做定位時至少使用2支定位銷來定位,定位銷方式選擇按照下圖所示。
若使用1支定位銷時,必須采用其他輔助定位方式,如擋塊等。當(dāng)定位孔植入定位時,定位銷直徑為定位孔直徑D-0.02mm,當(dāng)定位銷為錐形定位銷定位時,定位錐度應(yīng)保證在理想狀態(tài)下定位銷中部直徑與定位孔直徑相同。
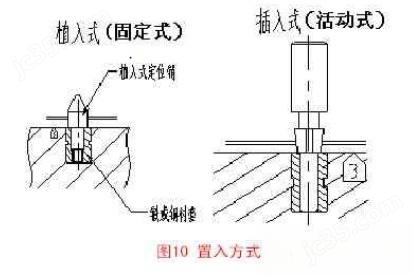
定位銷置入方式:內(nèi)外飾檢具多采用插入式置入方式
在零件夾緊和檢測開始之前,首先將零件定位,因此定位銷用于將零件精確地定位在檢具上
定位孔的位置根據(jù)零件圖紙基準(zhǔn)確定(通常每個零件設(shè)置兩個定位孔)
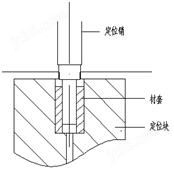
定位銷由導(dǎo)向,定位及手柄三部分組成,保證銷子導(dǎo)向部分能夠在定位孔內(nèi)進(jìn)出自由。根據(jù)零件基準(zhǔn)點(diǎn)特性和基準(zhǔn)孔形狀,定位銷相應(yīng)設(shè)置成錐型銷和柱銷,匹配件可以參考實(shí)際裝車方式而有所不同。
在定位孔內(nèi),為保證定位銷定位準(zhǔn)確,必須安裝導(dǎo)向襯套,導(dǎo)向襯套和檢具固定
導(dǎo)向襯套的中心相對于車身坐標(biāo)線的定位精度控制在正負(fù)0.05內(nèi)
定位銷和相應(yīng)導(dǎo)向襯套的結(jié)構(gòu)根據(jù)孔的形狀有不同的要求,分防轉(zhuǎn)結(jié)構(gòu)和不防轉(zhuǎn)結(jié)構(gòu)。
圓柱銷
圖為常用的圓柱定位銷,當(dāng)工件直徑小于10MM時,為避免銷子因撞擊而折斷,或熱處理淬裂,通常將根部導(dǎo)出R角,應(yīng)用時在檢具上體上做出沉孔,使定位圓銷圓角部分沉入孔內(nèi)而不影響定位。如圖所示,大批量生產(chǎn)時,為了便于更換定位銷可采用圖所示帶襯套結(jié)構(gòu),圓柱定位銷的工作部分直徑通常根據(jù)加工要求按g5/g6/f6/f6制造,定位銷與檢具體配合可參考標(biāo)準(zhǔn)。
圓錐定位銷
圖所示為工件以圓孔在圓錐銷上的定位示意圖,它限制了工件的三個自由度,錐銷與圓孔沿孔口接觸,孔口的形狀直接影響接觸情況,從而影響定位精度。圖為整體圓錐銷適應(yīng)于加工過的圓孔,若圓孔為毛坯孔,由于孔誤差大,為保證二者接觸均勻,采用圖所示結(jié)構(gòu)。
大眾定位銷計算方法(摘自大眾檢具設(shè)計標(biāo)準(zhǔn))
零件在檢具上的定位通常采用2個定位孔,定位的的方式和位置根據(jù)圖紙中的RPS的說明來規(guī)定。
通常采用以下兩種定位方式
四方位定位銷---圖紙上一般定義為RPS:Hxy,Hxz或Hyz
兩方位定位銷---圖紙上一般定義為RPS:Hx,Hy或Hz

定位銷A1(四方位定位銷)在檢具和測量支架上通常采用相同的結(jié)構(gòu)
定位銷A2(兩方位定位銷)根據(jù)檢具和測量支架不同的形式,需采用不同的結(jié)構(gòu)形式,對于檢具,定位銷A2結(jié)構(gòu)為兩頭銷,一端定位,一端檢測。
對于測量支架,定位銷A2結(jié)構(gòu)為單頭銷,僅做定位作用。
圓柱定位銷的計算方法
對于圓形孔,采用圓柱定位銷的,圓柱銷的直徑D根據(jù)經(jīng)驗(yàn)公式推出:
D2=額定孔徑最大值-0.1mm
例如:額定圓孔直徑為∅17+0.2/0.則相應(yīng)的圓柱銷直徑D2=17.2-0.1=17.1mm,考慮到制造公差0-0.02.推出D2=18.1-0.02mm
對于長形孔,且采用圓柱定位銷的,圓柱定位銷的直徑D2.根據(jù)如下經(jīng)驗(yàn)公式推出:
D2=額定孔徑最大值-0.1
例如:額定長形孔徑為18.0+0.2/0X9.0+0.2/0
則相應(yīng)的圓柱銷直徑:
D2長度方向=18.2-0.1=18.1mm,推出D2長度方向=18.1-0.02
D2寬度方向=9.2-0.1=9.1mm,推出D2長度方向=9.1-0.02
定位銷為錐形銷的情況
錐形銷定位適用于下列情況:
1)根據(jù)RPS要求,零件定位孔附件有定位面
2)零件料厚B>1.2mm
錐形定位銷的計算方法
對于圓形孔,采用錐形定位銷的,錐形定位銷最大圓錐直徑D2.根據(jù)經(jīng)驗(yàn)公式推出:
D2=額定孔徑最大值+附加余量0.5mm
例如:額定圓孔徑為∅17.0+0.2/0.則相應(yīng)的圓錐銷直徑D2=17.2+0.5=17.7mm,考慮到制造公差0/+0.1.推出D2=17.7+0.1/0mm
對于長形孔,且采用圓錐銷,圓錐銷的直徑D2.根據(jù)如下經(jīng)驗(yàn)公式推出:
D2=額定孔徑最大值+附加余量0.5mm
例如:額定長形孔徑為18.0+0.2/0X9.0+0.2/0
則相應(yīng)的圓錐銷直徑:
D2長度方向=18.2+0.5=18.7mm,考慮到制造公差+0.1/0.推出D2長度方向=18.7+0.1
D2寬度方向=9.2+0.5=9.7mm,考慮到制造公差+0.1/0.推出D2長度方向=9.7+0.1
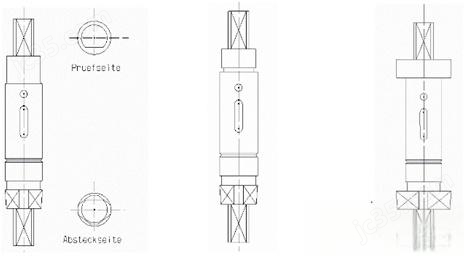
定位錐銷(兩方位定位銷)兩頭銷的結(jié)構(gòu)形式
在檢具上,當(dāng)RPS2作為定位孔時,通常該孔同時具有檢測的功能要求,因此,定位銷通常設(shè)置為兩頭銷,其工作順心為:1)先檢測孔位置度2)在完成定位
柱形定位定位銷

錐形定位銷
錐形銷的結(jié)構(gòu)取決于D2.D2=孔徑最大直徑+附件余量0.5
錐形定位銷A2的計算
圓孔柱形銷A2的計算方法(兩頭銷)
定位部分-D2的計算根據(jù)下列公式計算D2=孔徑的最大尺寸-0.1
例如定位孔∅17.0+0.2/0孔的位置度為:X=±0.2Y=0.計算其定位尺寸和檢測尺寸
定位尺寸D2=17.2-0.1=17.1制造時考慮到制造公差0.02.得出D2=17.1-0.02
檢測尺寸D3=孔徑最小尺寸-垂直與定位方向的位置公差=17-0.4=16.6制造時考慮到制造公差,得出D3=16.6-0.02
長形孔錐形銷A2的計算方法(兩頭銷)
例如18+0.2X9+0.2.其位置公差為X=±0.2Y=0.計算其定位尺寸和檢測尺寸

定位尺寸D2=9.2-0.1=9.1制造時考慮到制造公差0.02.得出D2=9.1-0.02
檢測尺寸B=孔徑的最小尺寸-0.1mm例如B=9.0-0.1=8.9制造時考慮到制造公差0.02.得出D2=8.9-0.02
L=孔徑的最小尺寸-長度方向位置公差L=18-0.4=17.6制造時考慮到制造公差0.02得出D2=17.6-0.02
擊這里給我發(fā)消息")
